Hoe een automatische lasmachine te werken
De vraag naar halfautomatische apparaten op de lasapparatuurmarkt blijft elk jaar groeien. Dit komt door hun duidelijke voordelen: betaalbare kosten, een breed scala aan bedieningsmodi, eenvoudige installatie en bediening. Een beginner-master is echter niet altijd in staat om erachter te komen hoe een halfautomatisch goed te gebruiken. Het eerste dat u moet weten, is het apparaat en het werkingsprincipe van de unit, evenals de basisaanbevelingen voor het kiezen van een lasdraad.
inhoud
Apparaat en werkingsprincipe van het halfautomatische apparaat
Het hoofddoel van een semi-automatische lasmachine is booglassen met behulp van een smeltelektrode, die wordt geblazen met beschermend gas. Het apparaat wordt gebruikt voor het verbinden van laaggelegeerde en koolstofarme staalsoorten, zowel lange als onderbroken naden.

Deze apparatuur is ontworpen om te werken in gesloten, goed geventileerde ruimtes bij luchttemperaturen van -10 ° C tot + 40 ° C.
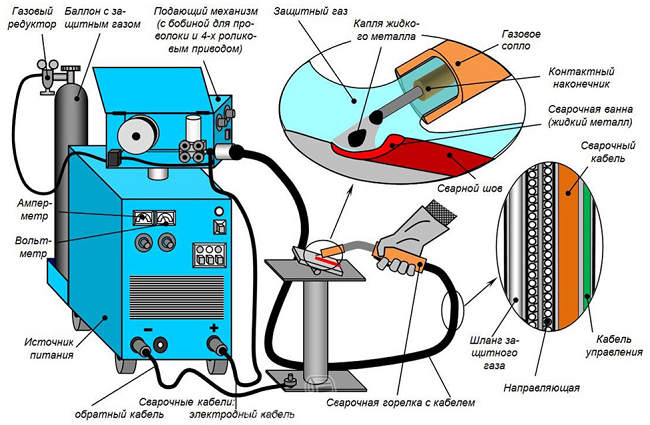
Het halfautomatische apparaat bestaat uit volgende items:
- hoofdeenheid produceert lasstroom van de vereiste grootte;
- draadaanvoereenheid;
- een lastoorts met een aangesloten kabel waardoor de stroomdraad passeert, een gasslang, een besturingsdraad en een geleider voor de draadelektrode.
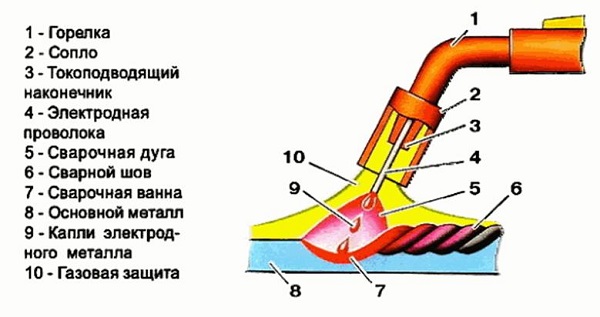
Het principe van de werking van de eenheid is als volgt. Door op de startknop op de toortshandgreep te drukken, begint de toevoer van elektrodedraad (4), stroom en beschermgas door de spuitmond (2). De stroom naar de draad stroomt door de geleidende punt (4). Wanneer het in contact komt met het basismetaal, ontstaat een elektrische boog, die de elektrode begint te smelten. Druppels elektrodemetaal die op het basismetaal (8) vallen, vormen een naad (6). Tegelijkertijd wordt het lasbad (7) ondergeblazen met beschermend gas (10), dat voorkomt dat zuurstof en stikstof uit atmosferische lucht komen.Dankzij de gasbescherming is de las duurzaam en van hoge kwaliteit.
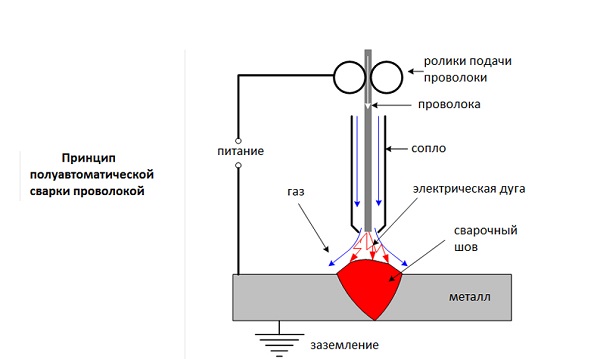
De werking van het halfautomatische apparaat is mogelijk zonder beschermend gas. In dit geval wordt een elektrodedraad met een speciale poedercoating gebruikt. Bij hoge temperaturen verdampt deze coating en de resulterende gassen hebben een beschermende functie voor het smeltbad.
Selectie elektrodekabel
Elektrodedraad is een module, zonder welke het lasapparaat niet zal kunnen werken. Het wordt geserveerd met behulp van een speciaal mechanisme en vervult de functie van een elektrode.
Voor semi-automatisch zijn er twee groepen materialen om te lassen:
- massieve draad;
- gevulde elektrodedraad.
Er zijn meer dan 76 typen van de eerste variant, maar vaker wordt slechts een klein deel gebruikt. Andere soorten apparatuur zijn zeer gespecialiseerd en worden gebruikt in de productie. Het belangrijkste ding om te overwegen bij het kiezen van een draad is het type metaal waaruit de structuur zal worden gelast. Meestal is het noodzakelijk om koolstofarme en laaggelegeerde staalsoorten te koken met niet-kopergecoate en kopergecoate draad.
Verkoperde draad is het meest populair bij lassers vanwege anticorrosiecoating. Maar niet iedereen weet dat tijdens het smelten van koper in de lucht schadelijke verdamping optreedt. Niet-koperdraad is onschadelijker en heeft een anti-corrosie coating.
Ook gebruikt op halfautomatisch gevulde draaddat vereist niet de aanwezigheid van beschermend gas tijdens het koken. Elektrodedraad heeft een speciale markering, bijvoorbeeld: CB 08G2S. Het is als volgt ontcijferd:
- SV - gelaste draad;
- 08 – betekent dat de massafractie koolstof in de samenstelling van de tooling 0,08% is;
- G - deze letter geeft mangaan aan, dat in de samenstelling van de draad zit;
- 2 - de figuur geeft aan dat het mangaangehalte 2% is;
- C - deze letter geeft de aanwezigheid van silicium in het apparaat aan, als er na de letter geen cijfer staat, bevat deze niet meer dan 1%.
Het volgende is een tabel waarin de letteraanduidingen van alle additieven die deel uitmaken van de lasdraad worden gedecodeerd.
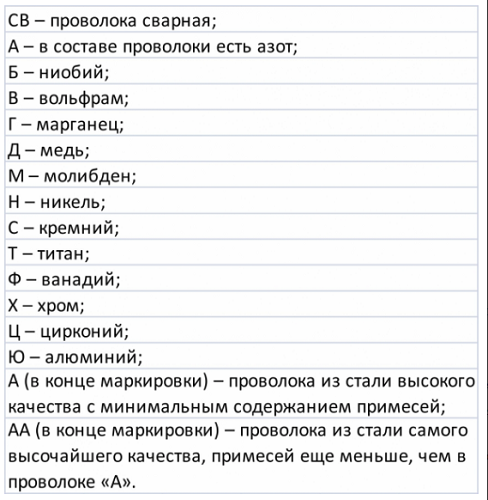
Met behulp van de tabel kan bijvoorbeeld de markering CB-06Х21Н7БТ worden ontcijferd, wat betekent: de lasdraad heeft 0,06% koolstof, 21% chroom en nikkel - 7%; De draad is gelegeerd met twee metalen, niobium en titanium.
Voor lassen laaggelegeerde staalsoorten (dit is 90% van de totale metaal) draad 08G2S met een diameter van 0,6 mm wordt gebruikt. Het kan zowel in het dagelijks leven als voor lichaamsherstel worden gebruikt. Bovendien kan het worden gebruikt op units met een stroomsterkte tot 500A. Gebruik voor het lassen van roestvast staal draadmerk Sv01H19N9. Aluminium en koper worden gekookt in argon-medium, overeenkomend met de samenstelling van de draad. Aluminium wordt gekookt met de sorteringen SV-97, CB-A85 en CB-AMts. Voor het lassen van koper gebruikte apparatuur merken SV-97, CB-A85 en CB-AMts.
De diameter van de elektrodedraad wordt gekozen in overeenstemming met de dikte van het te lassen metaal.
Halfautomatische lasregels
Allereerst moeten bij het starten met het werken met een halfautomatisch apparaat de onderdelen bestemd voor verbinding zijn goed schoongemaakt van verf en roest. Maak ook de plaats schoon waaraan de clip voor de massa zal worden bevestigd.
Hoe een brander vast te houden
Je kunt de brander met één hand vasthouden, maar de kwaliteit van de naad zal beter zijn als je beide gebruikt. De ene hand dient als steun, terwijl de andere de brander vasthoudt.

Met deze methode is het eenvoudiger om de hoek en de afstand van de brander tot het werkstuk te regelen, en om de noodzakelijke bewegingen uit te voeren om een hoogwaardige las te vormen. Om je handen vrij te houden, heb je dat nodig gebruik lasmaskerdie op het hoofd is bevestigd.
De ideale hoek bij het werken als een halfautomatisch systeem bestaat niet. Gewoonlijk wordt de helling van de brander (vanuit de verticale positie) bij 15-20 graden gebruikt om de blanks te verbinden die in hetzelfde vlak liggen. Aansluitende delen die schuin staan ten opzichte van elkaar, gebruiken een toortskanteling van 45 °. Met het vergaren van ervaring selecteert elke lasser voor zichzelf de meest geschikte hellingshoek van het gereedschap, rekening houdend met verschillende situaties.
Motion Burner
Voor de vorming van een hoogwaardige naad zijn er vele manieren om de fakkel te verplaatsen.
- Voor metalen 1-2 mm dik toegepaste golvende zigzag beweging. De boog vangt dus beide metaalplaten op en heeft geen tijd om het te verbranden. Als gevolg hiervan is de naad verzegeld en duurzaam.
- Voor lassen metalen van elke dikte breng een rechte naad aan, met uitzondering van elke beweging naar de zijkant. Maar in dit geval moet de operator een bepaalde ervaring hebben, zodat wanneer de toorts beweegt, de boog gelijkmatig werkt op beide parende delen.
- Als er werk aan komt metaal van minder dan 1 mm dik, het is noodzakelijk om de stroomsterkte en draadaanvoersnelheid te verminderen, evenals om een draad van kleinere diameter te gebruiken. Lassen moet plaatsvinden in korte pulsen, met een pauze ertussen van ongeveer 1 seconde. Een pauze is nodig om het metaal af te koelen en de volgende segmenten af te voeren tot een monolithische naad.
- Als het paren lange, dunne details, dan wordt het lassen uitgevoerd met korte segmenten of punten op een bepaalde afstand. Ook kunt u om afwisseling van onderdelen te voorkomen, afwisselend, korte segmenten, met verschillende uiteinden van het paringsegment koken.
Lassnelheid
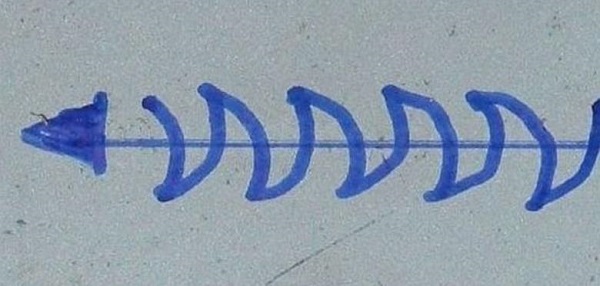
Dit is de bewegingssnelheid van de elektrische boog langs het scheidingsvlak van onderdelen en wordt geregeld door de operator van het halfautomatische apparaat. De bewegingssnelheid van het gereedschap moet overeenkomen met de boogspanning, draadaanvoersnelheid, metaaldikte en de vereiste naadvorm. Bij hoge bewegingssnelheden van de brander worden veel sproeivormen gevormd, het beschermende gas blijft in de snel uithardende naad en veroorzaakt poriën.Bij een langzame bewegingssnelheid van de brander wordt een overmatige elektrische boog in het materiaal gevormd, die het kan doorbranden. Bovendien, bij het verbinden van massieve delen gevormd dikke naad. De volgende afbeelding laat zien hoe de naden eruit zien bij verschillende toortssnelheden.

Gasstroomsnelheid
De gastoevoer moet voldoende zijn om blaasdraad te leveren. Bij een zwakke gasstroom wordt de naad niet tegen oxidatie beschermd. Maar zelfs bij hoge stroomsnelheden zal de bescherming onvoldoende zijn vanwege optreden van turbulentie. Al deze afwijkingen van de norm maken de naad poreus en kwetsbaar. Daarom is het erg belangrijk om een soepele gastoevoer te realiseren, zodat de stroom geen turbulentie veroorzaakt en de lasplaats volledig beschermt.
Draad lengte
De draad moet voordat deze het metaal aanraakt 6-13 mm uit de punt komen. Van deze waarde hangt af weerstand en temperatuur van dit stuk elektrode. Hoe groter het bereik van de draad van de punt, hoe kleiner de boog zal zijn. Als gevolg hiervan is de naad dik en smal, met een lage penetratie in het metaal.Als de lengte van het gereedschap wordt verminderd, zal de penetratie van de boog in het metaal toenemen en zal de naad dunner en breder worden.
polariteit
Met polariteit in lasapparatuur wordt bedoeld de richting van de stroom in zijn circuit. Met directe polariteit wordt een negatieve lading toegevoerd aan de draad en wordt een positieve lading aangebracht op het gelaste onderdeel. Bij omgekeerde polariteit geldt het tegenovergestelde: de draad is een plus en het werkstuk is een min.
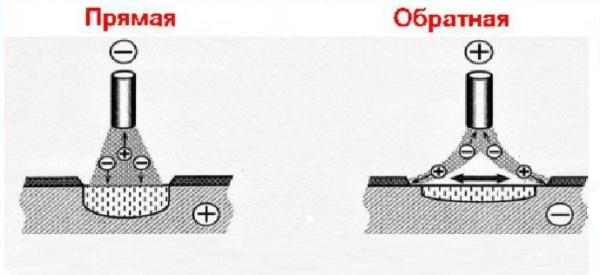
Het is belangrijk! Als u werkt zonder beschermgas, gebruikt de draad met geflenste kern de methode van directe polariteit en met gas-omgekeerde polariteit.
Geluid tijdens lassen
Luisteren naar de geluiden van lassen is belangrijk, vooral voor beginners bij het leren. Het correcte geluid bij het lassen met een halfautomatisch apparaat lijkt op het geluid van vlees dat in een pan wordt gebraden. Wanneer een "gesis zoemend" geluid hoorbaar is, betekent dit dat er een balans is tussen de huidige instellingen en de draad- en gastoevoersnelheden. Het geluid dat verandert wanneer het apparaat in werking is, kan worden beïnvloed door:
- slecht contact tussen de gewichtsklem en het onderdeel;
- de aanwezigheid van bevroren spray op de punt van de brander, waardoor de normale gastoevoer wordt voorkomen;
- slecht gereinigd van roest of verfgebied van lassen.
Veiligheidsmaatregelen op het werk
Tijdens het werken met de lasapparatuur moeten de volgende veiligheidsmaatregelen in acht worden genomen.
- De lasser moet alle delen van het lichaam beschermen tegen spatten heet metaal. Voor dit gebruikte werkkledingstrak blootgestelde delen van het lichaam, evenals beschermende handschoenen. Kleding moet gemaakt zijn van dicht materiaal dat bestand is tegen het binnendringen van hete spatten. In geen geval mogen kleding worden gemaakt van synthetische vezels, die bij blootstelling aan hoge temperaturen beginnen te smelten. Dergelijk materiaal brandt onmiddellijk door, wat brandwonden kan veroorzaken bij de lasser.
- Omdat tijdens het lassen harde ultraviolette straling wordt geproduceerd, is het noodzakelijk om de ogen te beschermen tegen het gebruik ervan masker met getint glas. Nog niet zo lang geleden verschenen er maskers met "kameleon" -glas op de markt, die zwart werden toen er helder licht verscheen. Ook moeten andere delen van het lichaam worden beschermd tegen UV-licht.
- Schoenen moeten worden gesloten om te voorkomen dat er hete spatten in vallen.
- De ruimte waar het laswerk wordt uitgevoerd, moet hebben geforceerde of natuurlijke ventilatie (de aanwezigheid van vensters die kunnen worden geopend). Inademing van dampen en rook die vrijkomt tijdens het lasproces heeft een nadelig effect op de menselijke gezondheid.
/rating_off.png)











