Lintzaagblad
Bandzagen voor hout en metaal worden door thuismannen veel gebruikt in de productie- en levensomstandigheden. Het belangrijkste snijgereedschap van deze units is een lintzaag, die na verloop van tijd verslijt en moet worden verscherpt of vervangen door een nieuwe. U moet weten dat niet alleen de kwaliteit van de materiaalverwerking, maar ook de productiviteit van de eenheid als geheel afhangt van de juiste keuze van het mes voor de lintzaagmachine.
inhoud
Een mes kiezen voor metalen bandzagen
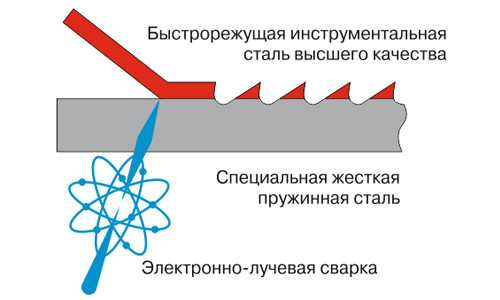
Het snijblad voor dit type zaag is een lint met een bepaald aantal tanden, gelast in de vorm van een ring. De basis van de tape is gemaakt van verenstaal, dat een hoge mate van elasticiteit heeft.Een tape gemaakt van high-speed staal is gelast aan de basis waarop het frezen van de tanden plaatsvindt.
Elke band zag voor metaal en niet alleen heeft een label. De markering M42 20 x 0,9 x 2362, 8 / 12TPI, staat bijvoorbeeld als volgt:
- M42 - het materiaal waaruit de bandtanden zijn gemaakt;
- 20 - deze waarde geeft de breedte van de baan aan, mm;
- 0.9 - gereedschapdikte, mm;
- 2362 - lengte van een cirkel van een zaagband, mm;
- 8 / 12TPI - tandafstand op de zaagband, per inch.
Snijders kunnen worden gemaakt van andere materialenBijvoorbeeld van M51, PQ, TSX en anderen. M42 heeft een hoge slijtvastheid en heeft een randhardheid van 67-68 HRC. Daarom kunnen zagen van dergelijk materiaal worden gebruikt voor het snijden van staal met een hardheid van niet meer dan 45 HRC. M51 zaagbladen zijn slijtvaster dan de hierboven genoemde. De hardheid van de randen van de snijtanden van deze zagen is al gelijk aan 68 HRC, waardoor deze snap gesneden roestvrij staal, evenals staal, gekenmerkt door hoge sterkte en hittebestendigheid. Bovendien kunt u met de materiaalzaag M 51 dikke stalen knuppels snijden, dat wil zeggen onderdelen met een grote doorsnede.
Bij het maken van de keuze van de lintzaag moet speciale aandacht worden besteed, niet alleen aan het materiaal waaruit de frezen zijn gemaakt, maar ook aan hun stap,en ook - geometrie.
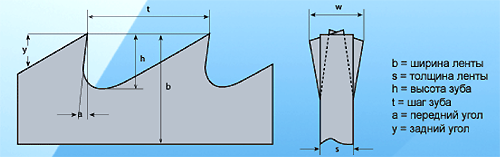
Tandhoogte
Dit is de afstand tussen de randen van twee aangrenzende snijtanden.
Een grote stap belast de motor van het apparaat sterker en geeft een slechte snijkwaliteit. De kleine steek van de snijtanden leidt tot langer zagen, verhoogt de energiekosten, maar geeft schone snit met een glad oppervlak.
Voor het snijden van plaatmateriaal, buizen (dunwandig) en een profiel, moet u een mes kiezen met een minimale afstand tussen de snijelementen (1 inch). Maar als u een grote knuppel wilt snijden vast metaalHet is vereist om het mes te installeren met de grootste spoed van de snijtanden. Hoe kleiner de tanden (per inch) het tuig hebben, des te dieper de groef die ze zullen vormen. Hierdoor is de snede minder vervuild met chips. Ook verbetert een grote tandsteek op de gereedschappen de prestaties van de eenheid.
Tand hoogte
De hoogte van het gereedschap is de afstand van het laagste punt van de holte tussen de tanden tot de bovenkant van het snijelement. Vanwege de aanwezigheid van een holte chips zijn verwijderdgevormd bij het snijden van metaal. De hoogte van de tand moet voldoende zijn zodat de holte niet verstopt raakt met spaanders en het snijproces zonder problemen plaatsvindt.Bovendien veroorzaakt de onvoldoende hoogte van de tanden oververhitting van het blad, waardoor er microscheuren op kunnen ontstaan.
Voorste tandhoek
De hellingshoek of de hoek van verscherping is verantwoordelijk voor de mate van ingrijping van de baan voor het materiaal van het werkstuk. Een grote slijphoek zorgt niet voor een hoge precisie bij het snijden van metaal. Tegelijkertijd zorgt een kleine hoek ervoor dat u verzekerd bent van een goede kwaliteit, maar dit vermindert de prestaties van de tool.
Een mes kiezen voor bandzagen op hout
Allereerst moet je kijken naar het juiste mes voor de lintzaag instructies voor uw machine. Het toont alle parameters van lintzagen die kunnen worden ingesteld op dit model apparatuur (maximale en minimale breedte van de tape, evenals de lengte). De lengte van het canvas moet exact zijn zoals opgegeven in het paspoort voor de eenheid.
Breedte van de klik
De riembreedte wordt geselecteerd op basis van de bewerkingen die op de machine worden uitgevoerd. Ook de breedte van de band beperkt niet alleen de breedte van de poelie, maar ook de diameter ervan. Met een kleine poeliediameter breekt de brede tape die erop is bevestigd en zal deze uiteindelijk barsten. Daarom is er voor elke eenheid een limiet op de breedte van de module.
Voor rechte snit gebruik meestal zagen met een breedte van 20 tot 30 mm. Op een cirkelvormige machine kunt u natuurlijk een snijlengte in de lengterichting sneller en nauwkeuriger maken. Maar er is een hoogtebeperking, die niet meer is dan 80 mm. Op bandzaagmachines is het mogelijk om werkstukken tot 200 mm hoog en meer te verwerken.
Maar de hoofdtaak van tape-aggregaten is bedacht snit. De kleinste tooling die op een lintzaag kan worden gemonteerd, is een lint van 3 mm breed. Het snijdt een cirkel met dezelfde straal.
Hoe groter de breedte van de tape, hoe groter de minimale straal die hiermee kan worden afgesneden. Een lint met een breedte van 12 mm snijstraal kleiner dan 60 mm zal bijvoorbeeld niet werken. En voor een tapebreedte van 25 mm is de minimale straal ongeveer 100 mm.
Gemiddeld moet de breedte van het blad drie keer kleiner zijn dan de vereiste snijstraal op het werkstuk. Daarom wordt de apparatuur geselecteerd in overeenstemming met de taken.
Tandhoogte
Aangegeven door een cijfer dat het aantal snijtanden per inch aangeeft. De numerieke waarde van de stap wordt gezet voor afkorting TPI. Bij het kiezen van een stap moet worden overwogen:
- wat is de dikte van het werkstuk;
- wat is de hardheid van het werkstukmateriaal;
- wat u na het snijden de schone kant van het onderdeel wilt hebben.
Om plastic te snijden en hout te zagen, moet de tape minimaal drie snijders per inch hebben. Hoe meer snijtanden een inch zijn, hoe beter de snede zal zijn. Maar dit vermindert de voedingssnelheid en verlaagt de grenswaarde van de dikte van het werkstuk.
Door de toonhoogte van de tanden zijn de bladen verdeeld in twee typen: "overslaan" en "normaal". Type doeken "overslaan" heeft een pitch van 3 tot 6 TPI. Tussen de tanden is er ruimte voor een effectieve verwijdering van zaagsel, omdat hun slechte verwijdering de kwaliteit van de snede vermindert. Type doeken "normaal" heeft tanden, in de vorm van een driehoek. Ze worden in stappen van 10 TPI en hoger op de apparatuur geplaatst. Dit type tanden heeft niet voldoende ruimte om snel chips te verwijderen. Vanwege het grotere aantal snij-elementen is het snijden van een dergelijke baan vrij schoon. De tooling kan worden gebruikt voor het zagen van spaties van kleine dikte en van harde materialen.
Dit soort schilderijen heeft de volgende kenmerken.
- 3 TPI "overslaan". Het canvas wordt gebruikt voor ruw zagen van hout dikker. Snoei het zagen langs de vezels. Om de snijkwaliteit op zijn minst een beetje te verbeteren, kunt u de tape maximaal uitrekken op de machine en de voedingssnelheid verlagen.

- 4 TPI "overslaan". Het is een universele tool voor het zagen langs de vezels. Dit type zaagblad kan in de meeste houtsoorten worden gezaagd, inclusief blanks met veel knopen. Als het goed is om de zaag te trekken en de invoer te verminderen, dan zal de kwaliteit van de snede dicht bij de finish zijn.

- 6 TPI "overslaan". Dit is een eitje algemeen doel. Ze ziet spaties tot 50 mm dik (langs de vezels) en hout over de vezels tot 150 mm dik. Deze nummers zijn bedoeld voor het zagen van materialen met een normale voeding naar de zaag. Als de toevoer wordt verminderd, is het mogelijk om delen met een grotere dikte te verwerken. Deze zaag geeft een afwerksnedekwaliteit en is geschikt voor bijna alle soorten hout.

- 10 TPI "normaal". De messen worden gebruikt voor het zagen van plaatmaterialen (spaanplaat, multiplex, MDF, enz.), Voor het snijden van non-ferrometalen en kunststof. Maar bij het verwerken van metalen blanks is het nodig om de verplaatsingssnelheid van de tooling te verminderen. Niet alle machines hebben zo'n mogelijkheid.

- 14 TPI "normaal". Je kunt multiplex, MDF, spaanplaat en plastic zagen. Wat natuurlijk hout betreft, de dikte mag niet meer dan 25 mm bedragen. De schoonste snede van dit web wordt verkregen met minimale voedingssnelheid. Ook kan dit gereedschap zachte metalen snijden bij lage bandsnelheden.

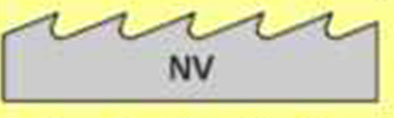
Snijder vorm
Riemschijven kunnen de volgende tandprofielen hebben.
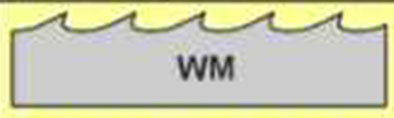
- WM. De rig, die dit freesprofiel heeft, is ontworpen voor het zagen van zacht en hard hout en is universeel. Het profiel wordt gebruikt op zagen met een breedte van niet meer dan 50 mm.
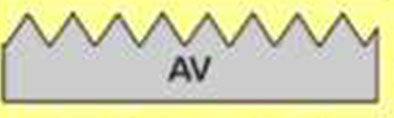
- AV. Het tandenprofiel mag worden gehanteerd met hardhoutinclusief bevroren. Ook kunnen dergelijke zagen transversaal snijden van het materiaal produceren.
- NV. Het wordt toegepast op tapes tot 30 mm breed, die kunnen worden gebruikt voor figuur snijden elke houtsoort.
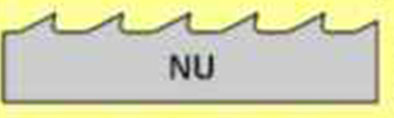
- NU. Profiel heeft een grote holte. Gebruikt voor zagen zacht hout.
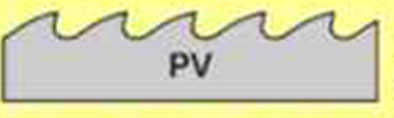
- PV. Dit profiel wordt gebruikt op een gereedschapsbreedte van meer dan 50 mm. Dankzij het PV-profiel hebben de zagen een goede stabiliteit bij het zagen van naaldhout.
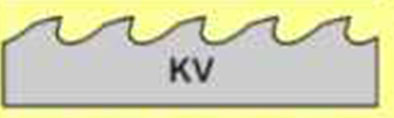
- KV. Gebruik op brede banden (tot 80 mm) voor het zagen van zacht hout.
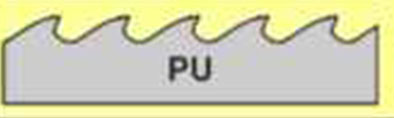
- PU. Gebruikt voor zagen massief hout op banden met een breedte van meer dan 80 mm.
De lay-out van de tanden
De tanden op de zagen zijn gescheiden om de wrijving van het mes op het werkstuk te verminderen en vastlopen te voorkomen. De snijbreedte moet de dikte van de apparatuur met ongeveer 30-60% overschrijden.
De lay-out van de snijtanden kan uit drie typen bestaan.
- Klassieke lay-out. Tanden zagen afwisselend en op dezelfde afstand in verschillende richtingen gebogen.
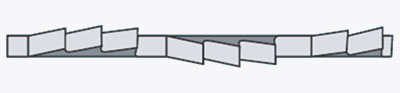
- Strippen lay-out.
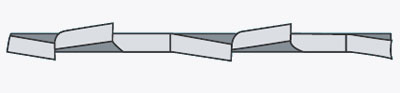
Elke twee tanden, de volgende (derde) buigt niet naar beneden en heeft de vorm van een trapezium. De snijplotter bevindt zich in het midden van het gereedschap en bepaalt de richting voor de gehele lintzaag. Deze lay-out wordt gebruikt voor zagen die werken op harde materialen.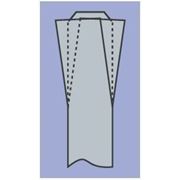
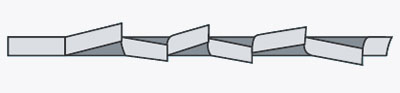
- Wave-indeling beschouwd als de moeilijkste. De snijtanden zijn gebogen in de vorm van een golf in verschillende richtingen.
Het is belangrijk om te weten dat bij het maken van de lay-out van de tanden niet al het gereedschap is gebogen, maar het onderdeel: van 1/3 tot 2/3 van de afstand vanaf de bovenkant van de tand. Elke fabrikant van gereedschap adviseert zijn eigen tandvervorming aan de zijkant. Maar gemiddeld ligt het in het bereik van 0,3 tot 0,7 mm.
Hoe zachter het materiaal, hoe sterker de zaag moet worden gefokt en omgekeerd. Maar het is onmogelijk om een dergelijke bedrading van snijtanden toe te staan, zodat er in het midden van de snede geen doorsneden mogen zijn. Er moet op worden gelet dat de tanden naar de zijkant afwijken. dezelfde afstand. Als de lay-out onregelmatig is, verplaatst de lintzaag zich naar de zijde waar de tanden een grotere helling hebben.
Slijpbandzagen
Natuurlijk is het beter om een lintzaag op een speciale machine te slijpen, in gespecialiseerde werkplaatsen. Ja, en professionele slijpmachines zijn goedkoop. Maar als u om welke reden dan ook niet in staat bent om een slijpzaag te dragen, dan kan de tool onafhankelijk worden bewerkt.
Slijpbandzagen geproduceerd door klein bestand of bestand op de voorste en achterste randen van de snijtand met verschillende bewegingen (3-4) voor elke tand.

Ook de lintzaag kan verscherpen met graveureen gereedschap gebruiken dat is ontworpen voor het slijpen van kettingzagen.


De apparatuur wordt in de graveur geplaatst en de snijtand wordt met zachte bewegingen op het bovenste deel van de snijtand gescherpt.

Het is niet nodig om een sterk metaal te nemen, alleen maar lichter maken.
U kunt ook proberen om te verscherpen en metalen zagen. Maar meestal worden ze niet geslepen, omdat het snijgedeelte van deze zaagbanden ofwel bimetaal is of een dovende zone heeft. De tanden op dergelijke banden werken totdat ze afbrokkelen en mogelijk een microscheur hebben.Als ze opnieuw worden gemalen, beginnen ze sneller af te brokkelen of beginnen ze nog erger te snijden.
/rating_off.png)











